Saturday, March 05, 2011
High Impact Test
I've been printing little green targets from PLA and white(ish) ones from IMPLA. The IMPLA needs an extra 10C heating, layers thinner than 0.4 and inter-layer cooling. In other words it is no fun to print with.
So, frustrated I took the whole lot outside, lined them up against the wall:

and shot them:

You can see in the aftermath, both green PLA targets have chunks missing from them. One white IMPLA target is split but holding together. The 3 BBs embedded in the wood on the left show the level of impact.

Useful stuff, but I'm not sure if it's worth offering for sale as it is so tricky to print with.
Vik :v)
So, frustrated I took the whole lot outside, lined them up against the wall:

and shot them:

You can see in the aftermath, both green PLA targets have chunks missing from them. One white IMPLA target is split but holding together. The 3 BBs embedded in the wood on the left show the level of impact.

Useful stuff, but I'm not sure if it's worth offering for sale as it is so tricky to print with.
Vik :v)
Labels: filament, impact, modified, pla, plastic, reprap
Friday, March 04, 2011
High-Impact PLA
One of the problems with PLA is that it shatters when stressed, rather than bending gracefully. This problem is solved in ABS by adding impact modifiers - basically synthetic rubber blends - to give some flexibility under stress. Luckily, I found an impact modifier that is compatible with PLA and does not significantly alter the melting point. At about 1/3 it makes PLA this flexible without fracturing:

I've got to run a few more printing tests on it, but it's looking promising as a material that offers the durability of ABS with the reduced environmental footprint and ease of extrusion of PLA. Oh, I suppose I'd better figure out what it'll cost me too :)
Update: I flexed some back & forth 100+ times and got bored trying to break it.
Printing with it is much trickier than plain PLA. It wants to coalesce into one lump, and you really need cooling between layers.
Vik :v)

I've got to run a few more printing tests on it, but it's looking promising as a material that offers the durability of ABS with the reduced environmental footprint and ease of extrusion of PLA. Oh, I suppose I'd better figure out what it'll cost me too :)
Update: I flexed some back & forth 100+ times and got bored trying to break it.
Printing with it is much trickier than plain PLA. It wants to coalesce into one lump, and you really need cooling between layers.
Vik :v)
Labels: ABS, filament, impact, modifier, pla, plastic
Monday, January 24, 2011
Filling in with the fillings
I've recently been experimenting with the loading of various fibres into CAPA and PLA. This started out as simple strengthening for the 3mm PLA that I sell, but the addition of 20 micron x 1mm nickel fibres makes it conductive. Dunno how useful this will be yet but it certainly allows RFI shields to be printed.
Then I hit on a brainwave: short polyacrylonitrile fibres. There are normally used to reinforce synthetic rubber. But they have another use: The feedstock for carbon fibre.
My trick is to mix polyacrylonitrile and similar materials in with PLA or CAPA. This is then turned into filament, which in turn is printed into an object on a RepRap - this tends to align the fibres.
The object is then encased in a ceramic and heated to the vapourisation point of the PLA or CAPA. You then have a ceramic mould stuffed with oriented polyacrylonitrile. Introduce an inert atmosphere and raise the temperature and you have a mould full of carbon fibre. This can be surface-activated in the usual ways, or coated with vapour deposition before being vacuum-encased in epoxy to form a complex, 3D carbon fibre composite object.
Yes, I am looking for sponsorship :)
Vik :v)
Then I hit on a brainwave: short polyacrylonitrile fibres. There are normally used to reinforce synthetic rubber. But they have another use: The feedstock for carbon fibre.
My trick is to mix polyacrylonitrile and similar materials in with PLA or CAPA. This is then turned into filament, which in turn is printed into an object on a RepRap - this tends to align the fibres.
The object is then encased in a ceramic and heated to the vapourisation point of the PLA or CAPA. You then have a ceramic mould stuffed with oriented polyacrylonitrile. Introduce an inert atmosphere and raise the temperature and you have a mould full of carbon fibre. This can be surface-activated in the usual ways, or coated with vapour deposition before being vacuum-encased in epoxy to form a complex, 3D carbon fibre composite object.
Yes, I am looking for sponsorship :)
Vik :v)
Labels: capa, carbon, composite, epoxy, fiber, fibre, pla, reprap
Friday, July 23, 2010
Glow-in-the-dark PLA
I've just had the first sample run of glow-in-the-dark PLA back from the factory. I didn't change the extruder parameters at all from using ordinary PLA and it seems to extrude absolutely fine as far as I can tell. So, here is (as far as I know) the first intrinsically glow-in-the-dark Mighty RepRap Power Ring:


The phosphor pigment (no actual phosphorous used) needs to be mixed into the plastic at about 10% loading, which is an order of magnitude more than is normally used for colouring. Getting powder to evenly coat the granules at that density is hard, but Alan Booth at Imagin knows a trick or two and it came out beautifully even. The only problem is the cost, which by the time I've got 100m of 3mm filament in a bag is about NZ$60. That's using the cheaper phosphor too - not because I'm cheapskate but because the really good stuff isn't available in quantities of less than a tonne!


The phosphor pigment (no actual phosphorous used) needs to be mixed into the plastic at about 10% loading, which is an order of magnitude more than is normally used for colouring. Getting powder to evenly coat the granules at that density is hard, but Alan Booth at Imagin knows a trick or two and it came out beautifully even. The only problem is the cost, which by the time I've got 100m of 3mm filament in a bag is about NZ$60. That's using the cheaper phosphor too - not because I'm cheapskate but because the really good stuff isn't available in quantities of less than a tonne!
Labels: dark, glow, luminous, phosphor, pla
Saturday, April 03, 2010
Hot copper and PLA
Acting on a suggestion from Vik, I have found that PLA can be extruded onto copper clad board and, if it is hot enough, it sticks very well. I have to flex the board to remove it. 55°C is too cold but 130°C works well. I haven't tried anything in between yet.
Assuming PLA will resist PCB etchant, this could be a way of making PCB's without a laser printer, albeit quite low resolution. With 0.3mm filament squashed to 0.24mm a single line would be 0.36mm wide, which is 14 thou.
It also seems like a good bed material for making PLA objects on.

More details here: hydraraptor.blogspot.com/2010/04/cu-pla
Assuming PLA will resist PCB etchant, this could be a way of making PCB's without a laser printer, albeit quite low resolution. With 0.3mm filament squashed to 0.24mm a single line would be 0.36mm wide, which is 14 thou.
It also seems like a good bed material for making PLA objects on.

More details here: hydraraptor.blogspot.com/2010/04/cu-pla
Labels: copper, heated bed, pcb, pla
Tuesday, November 24, 2009
Bugs Brew PLA Direct
A team from South Korea’s KAIST University and the chemical company LG Chem, have developed a one-stage process which produces our favourite fabrication material, polylactic acid, and its copolymers through direct fermentation of starch. They've genetically engineered E.coli to do the job, which makes the production of PLA cheaper and more "commercially viable."
There are undoubtedly patents on this, and I don't know how the separation process works, but cheaper biodegradable feedstock for the current generation of RepRaps and the ability to basically brew the stuff in a vat will doubtless have an impact on both RepRap technology and our greed for oil.
Vik :v)
There are undoubtedly patents on this, and I don't know how the separation process works, but cheaper biodegradable feedstock for the current generation of RepRaps and the ability to basically brew the stuff in a vat will doubtless have an impact on both RepRap technology and our greed for oil.
Vik :v)
Labels: kaist, pla, polylactic, polylactic acid
Tuesday, November 03, 2009
An end to ooze and support material found ...
... a successful days collaboration, see hydraraptor.blogspot.com/2009/11/hacking-with-erik
Before:
After:

PLA on ABS on PLA:

Before:

After:

PLA on ABS on PLA:

Labels: ABS, ooze, pla, support
Saturday, August 01, 2009
Battle of The Bulge pt2
 For those interested, here's what can happen when you use 10mm PTFE rod for your extruder insulator with plastics that melt at a higher temperature than the original CAPA. This image shows a 3mm PLA filament extracted after a jam - the PTFE insulator is now useless. The ridges on the right are from where the thread of the screw drive forces the filament in. You can see that it fades out towards the centre indicating that at this point in the PTFE, the filament is just becoming plastic enough to conform to the walls. Only the cloudy last 6mm of the rod on the left were in the heater barrel itself, and they are only cloudy because I stress-fractured the rod at that point to get it out.
For those interested, here's what can happen when you use 10mm PTFE rod for your extruder insulator with plastics that melt at a higher temperature than the original CAPA. This image shows a 3mm PLA filament extracted after a jam - the PTFE insulator is now useless. The ridges on the right are from where the thread of the screw drive forces the filament in. You can see that it fades out towards the centre indicating that at this point in the PTFE, the filament is just becoming plastic enough to conform to the walls. Only the cloudy last 6mm of the rod on the left were in the heater barrel itself, and they are only cloudy because I stress-fractured the rod at that point to get it out. You can clearly see that a significant bulge is forming in the PTFE shortly before this, expanding the filament to nearly 4mm diameter. The PLA has very little plasticity at this point and so effectively plugs itself into any developing bulge and forces it open wider. This is why the PTFE barrel is now scrap, and may explain why some users are finding that their extruder has inexplicably developed a tendency to jam solid. This extruder had always been operated with a tight hose-clamp over the join between the PTFE insulator and the heater barrel proper.
You can clearly see that a significant bulge is forming in the PTFE shortly before this, expanding the filament to nearly 4mm diameter. The PLA has very little plasticity at this point and so effectively plugs itself into any developing bulge and forces it open wider. This is why the PTFE barrel is now scrap, and may explain why some users are finding that their extruder has inexplicably developed a tendency to jam solid. This extruder had always been operated with a tight hose-clamp over the join between the PTFE insulator and the heater barrel proper.I'm reaming out the extruder clamp/base to 16mm to take the recommended, stouter PTFE insulator that I machined up on the old new lathe (or is that new old lathe) at the Wellington MakerSpace last week. The insulator's in the suitcase somewhere...
Vik :v)
Labels: bulge, filament, pla, PTFE
Sunday, June 28, 2009
Tamiya Universal Extruder
 Here's a shot of the extruder designed to use the Tamiya Universal Gearbox, no lathing required. The Tamiya shaft is replaced with a 2.5mm hex key, and that fits into an M5 grub-screw locknutted on to the top of the M5 extruder drive. There is a crude thrust bearing (locknuts & washers) inside, and half a drilled M5 nut to support the drive screw where the filament presses against it. It's mechanically complete but needs wiring up with a working opto board and a thermocouple - which are in the post. Yes, I know I'll have to paint the opto vanes or stick tape on them.
Here's a shot of the extruder designed to use the Tamiya Universal Gearbox, no lathing required. The Tamiya shaft is replaced with a 2.5mm hex key, and that fits into an M5 grub-screw locknutted on to the top of the M5 extruder drive. There is a crude thrust bearing (locknuts & washers) inside, and half a drilled M5 nut to support the drive screw where the filament presses against it. It's mechanically complete but needs wiring up with a working opto board and a thermocouple - which are in the post. Yes, I know I'll have to paint the opto vanes or stick tape on them.So Simon, here's your new extruder :) Actually I'll tidy up the models a bit and run you off a fresh one. The modelling has been done in BRL-CAD, exported with g-stl to STL format, then repositioned with ArtOfIllusion, saved as an STL again, converted to g-code by skeinforge and then sent to the Gcode RepRap "Phoenix" by the Java GUI program. It's a convoluted path but I kept on having snags at every darned step!
With the exception of the opto-board, all the pieces were sourced in New Zealand (which bodes well for other places). One day, I'd like to stick this on an I2C control bus so everything can be controlled from an Arduino without running out of pins!
It can take either a 16mm PTFE extruder barrel or the no-lathe heatsink one as shown. The clamp fixture is compatible with Darwin interchangeable extruder holders - I checked :) I'll post the files after their final tidying.
Vik :v)
Labels: extruder, pla, reprap, tamiya
Tuesday, November 11, 2008
DIY PLA
Forrest has just reminded me that I should have blogged this ages ago.
Bath undergraduate Nick Grudgings did some experiments on making polylactic acid. Here's his setup:

The flask contains lactic acid, and is resting in a heater. The tube is feeding in dry nitrogen to eliminate moisture. There's a magnetic stirrer flea under the lactic acid that you can't see. We also put in a thermometer. The whole thing was in a fume cupboard, as you don't want to breathe lactic acid vapour...
We warmed it up gradually, with the stirrer turned on. When the lactic acid started to melt we added 1/600 by weight of tin octoate as a polymerisation catalyst. The melt became quite viscous at around 140oC as polymerization started. You can control the mechanical properties of the result by the amount of catalyst: the polymer chains form from each catalyst molecule, so more catalyst means shorter chains.
Here's the result:

At the bottom of the flask is a cool solid clear lump of polylactic acid, with - it turned out - a little residual lactic acid embedded in it.
After a while (weeks) that lactic acid started to absorb atmospheric water vapour and thereby to disrupt the polymer, from which we learned that we needed to cook it for longer (we used about half an hour) to complete polymerisation. Obviously the longer the polymer chains you go for, and thus the less catalyst you use, the longer the polymerisation will take.
Bath undergraduate Nick Grudgings did some experiments on making polylactic acid. Here's his setup:

The flask contains lactic acid, and is resting in a heater. The tube is feeding in dry nitrogen to eliminate moisture. There's a magnetic stirrer flea under the lactic acid that you can't see. We also put in a thermometer. The whole thing was in a fume cupboard, as you don't want to breathe lactic acid vapour...
We warmed it up gradually, with the stirrer turned on. When the lactic acid started to melt we added 1/600 by weight of tin octoate as a polymerisation catalyst. The melt became quite viscous at around 140oC as polymerization started. You can control the mechanical properties of the result by the amount of catalyst: the polymer chains form from each catalyst molecule, so more catalyst means shorter chains.
Here's the result:

At the bottom of the flask is a cool solid clear lump of polylactic acid, with - it turned out - a little residual lactic acid embedded in it.
After a while (weeks) that lactic acid started to absorb atmospheric water vapour and thereby to disrupt the polymer, from which we learned that we needed to cook it for longer (we used about half an hour) to complete polymerisation. Obviously the longer the polymer chains you go for, and thus the less catalyst you use, the longer the polymerisation will take.
Labels: make plastic, pla
Saturday, May 03, 2008
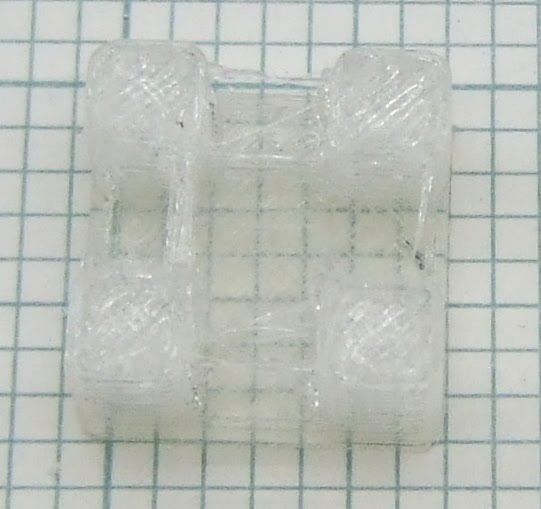
PLA Corner bracket failure mode
 Looks like we have a failure mode for PLA corner brackets. This picture shows a relatively recent bracket torn apart by the forces of fitting an 8mm rod into it and over-tightening one of the grub screws.
Looks like we have a failure mode for PLA corner brackets. This picture shows a relatively recent bracket torn apart by the forces of fitting an 8mm rod into it and over-tightening one of the grub screws.As you can see, the break is hardly a neat delamination, and the line of separation is at the apex of a teardrop-shaped hole. The corners also have little plastic in them, even after being squared off so they parted easily too.
As a temporary solution I am putting bolts through empty holes to hold things together. We'll see how it goes, but I think we may need to remove some of the unwanted honeycombing from the design and beef it up a little. I'm also installing the next one upside-down, so the apex of the teardrop is at the bottom of the bracket.
Vik :v)
Labels: corner bracket, failure, pla, reprap
Friday, May 02, 2008
PLA & Stepper Drivers in NZ
I've got a 30kg test batch of PLA filament ordered up in New Zealand, which I'll distribute at cost. So if you'd like a 100m roll or two, shout up. I'll dispatch overseas, but do check the swingeing NZ Post overseas rates first. A roll is 420mm diameter and about 30mm thick, weighing approx 800g. If you want larger quantities, I'll put another order in for you no problemo.
Also, PMB Electronics of New Zealand now have the L298N and L297 stepper driver chips in stock at reasonable prices and low volumes. Tell 'em Vik sent ya. No, I'm not on commission. I've asked them to consider stocking Arduinos too, but mentioning it again wouldn't hurt :)
Vik :v)
Also, PMB Electronics of New Zealand now have the L298N and L297 stepper driver chips in stock at reasonable prices and low volumes. Tell 'em Vik sent ya. No, I'm not on commission. I've asked them to consider stocking Arduinos too, but mentioning it again wouldn't hurt :)
Vik :v)
Saturday, January 12, 2008
Bed Corner Printout Success

It took me 3 goes. One cable pulled, and a stuck filament roll; but I got it printed in the end. Thanks to Steve for helping with the STL file. The object took 5.8 hours to print in PLA using Darwin hardware and Adrian's latest fixes. It has really picked up steam now and the quality has improved as the nozzle moves faster - as predicted.
No hint of curling on this part either.
If you look inside the holes on the left, you can see some stringing, but it is now more like annoying cobwebs than a barrier that needs drilling out with a cordless drill. Just as well - I did stick an 8mm drill bit in my hand last time.

Here's the view from above, with a clearer view of the stringing. The thick stuff is caused by a plotting error we're looking into, and the fine, spider-web stuff is what the more persistent stringing issue now looks like.
I've tried to bend the part, and it doesn't break despite the plastic flow being a little low, so we should be good to give it a go in a real Darwin.
Vik :v)
Labels: bed, corner, darwin, pla, reprap
Sunday, October 21, 2007
X-axis idler assembly in PLA

Just for kicks, I printed out a couple of belt clamps and a pulley. Oh, and about 95% of an X-axis restraint (software crash, blue-tinged air etc.) but it looks like we're on our way to starting an X-axis here.
I've switched to a 0.78mm nozzle now, and the new shape is an improvement in preventing strings - or at least shedding them quickly - but not much so. Also having a few problems with PLA not adhering to my new machine bed so well. Hopefully a good wipe-down with acetone and a scrape with a wire brush (for the Reprap, not me) will improve things.
Vik :v)
Saturday, October 20, 2007
X-Idler Bracket Continued

OK, here's the tidied up version. I had to ream out the vertical holes by hand, the horizontal holes were fine and just needed de-stringing. I have seen how threads of molten plastic climb up the curved surface of an acorn nut nozzle and I'm modifying one to see if I can reduce the stringing. The holes in general were smeared somewhat, mostly due to a soon-to-be-fixed software bug which resulted in the extruder not being turned off at appropriate moments.
In the previous post, you can see the part starting to curl like a king-size mattress being stuffed into a queen-size fitted sheet. The curl is not very pronounced, but did distort the 8mm holes making the insertion of an 8mm rod very tight indeed - you can see shavings on the end closest to the camera. The nuts fitted into the rectangular slots at the top without a problem. The other holes were a little tight and required gentle persuasion to drive the nuts home - a bolt and very large washer was used to winch them in.
What didn't fit was the nut down the channel in the 8mm hole. My reaming didn't clean that out enough and I had to resort to a dremmel tool.
It near enough works and I'll be building it into a Reprap as soon as I can.
I'm extruding in 0.55mm layers, 1.62mm outline size and 0.73mm infill size from a 0.86mm nozzle. Max x-y movement speed is set to 238. This gives fat outlines, but because of the jerky movement between points by the head, curved lines are fatter than straight lines and the slow speed minimises the difference in width.
A very respectable 0.5mm width wall was printed by mistake during a buggy phase of this printout when the nozzle moved without being turned off, but this is good as it shows what the hardware is actually capable of - even with a 0.86mm nozzle.
Vik :v)
Labels: bracket, idler, pla, x-axis
Monday, May 28, 2007
PLA Darwin Parts From Zaphod
I've run off a couple of PCB clips and a couple of brackets from PLA. You can see the stringing on the X constraint bracket - it looks like it as been enveloped by a spider. The thread can easily be picked off with a sharp point, fortunately.

The blob on top of the constraint bracket is where the software crashed. Fortunately it waited for the last layer...
Vik :v)

The blob on top of the constraint bracket is where the software crashed. Fortunately it waited for the last layer...
Vik :v)
Tuesday, May 22, 2007
PLA Darwin part
By raising the extrusion temperature to 165C I've managed to get PLA going through without blowing up the extruder motor - earlier attempts tightened the clamp too much and overloaded the poor little motor (may it rest in peace). PLA strings more than CAPA, but is significantly more rigid. Here is a Darwin bed clamp that I printed off on Zaphod last night:

The holes have since been cleared of stringing with a penknife. I'll try some more complex Darwin parts later, but there are some modifications needed to the code to conserve memory for large or complex builds.
I've also got to fit the modified extruder drive - the one with a flexible shaft. Hopefully this will let the rigid PLA filament feed more freely still.
Vik :v)
The holes have since been cleared of stringing with a penknife. I'll try some more complex Darwin parts later, but there are some modifications needed to the code to conserve memory for large or complex builds.
I've also got to fit the modified extruder drive - the one with a flexible shaft. Hopefully this will let the rigid PLA filament feed more freely still.
Vik :v)
Labels: bed, clamp, pla, zaphod
Sunday, May 13, 2007
PLA Filament works
Back at the start of the year, plastics suppliers Claraint were kind enough to donate 10kg of polylactic acid (PLA) granules to the RepRap Project. Alan from Imagin Plastics - a welding rod and extrusion specialist in Henderson, New Zealand - then ran these granules through an extruder to produce 800m of 3mm diameter filament which I picked up on Friday. It was dried overnight at 60C and then extruded using a 180C die and 170C feed. Here's there wondrous extrusion machine:

And here's the batch of filament I picked up. It's actually quite transparent.

By running an unmodified Mk2 extruder at 155C and increasing the pressure on the filament - it's much harder than CAPA - I managed to run it well enough to produce this shotglass:

This material definitiely has some artistic possibilities.
Further experimentation is needed, but it does look like it will be possible to make watertight containers with a reasonable degree of strength from PLA in a Darwin. A straight-through extruder would probably have an easier time feeding filament, as the stuff is rather stiff.
Vik :v)

And here's the batch of filament I picked up. It's actually quite transparent.

By running an unmodified Mk2 extruder at 155C and increasing the pressure on the filament - it's much harder than CAPA - I managed to run it well enough to produce this shotglass:

This material definitiely has some artistic possibilities.
Further experimentation is needed, but it does look like it will be possible to make watertight containers with a reasonable degree of strength from PLA in a Darwin. A straight-through extruder would probably have an easier time feeding filament, as the stuff is rather stiff.
Vik :v)
Labels: clariant, extrusion, filament, henderson, imagin plastics, pla, polylactic acid, reprap, zaphod
![]()