Friday, April 29, 2005
Hoeken has found more possible CAD input. He writes:
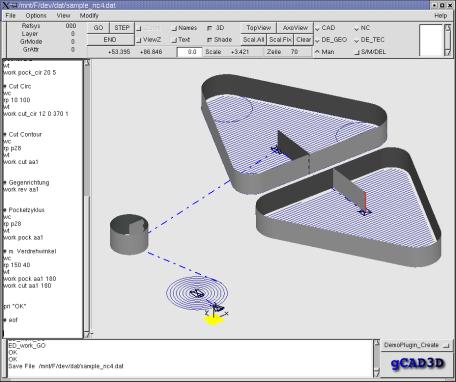
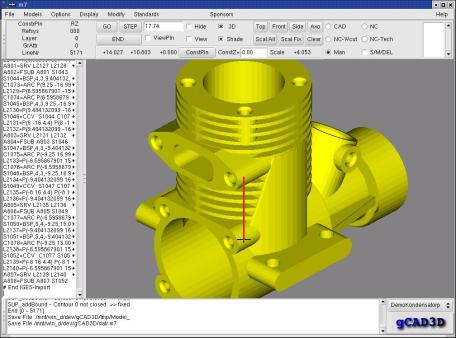
"Just found another 3d CAD project: gCAD3D
the homepage sucks (http://www.cadcam.co.at/freiter/gCAD3D_en.htm),
however if you go to the root directory there are some screenshots:
http://www.cadcam.co.at/freiter/gCAD3D1.jpg
through
http://www.cadcam.co.at/freiter/gCAD3D7.jpg
i'm at work now so i cant really try it out. apparently it has DXF
support, and can also run on windows!!"
He has also tracked down sources of bulk thermoplastics for use in the machine:
http://www.delviesplastics.com/welding.htm
.125" diameter abs (1lb = 160ft.) @ $7.50/lb
gives us $0.31 / cubic inch
http://store.yahoo.com/ecomplastics/750diamblaca1.html
.75" diameter abs @ 3.04 / ft.
gives us $0.57 / cubic inch.
(I can see that the people on this project are going to need to do a lot of multiplying and dividing by 25.4...)
And Vik reports that AoI has STL input/output now. Check out:
http://sourceforge.net/forum/forum.php?thread_id=1273132&forum_id=47782
John Davis e-mails to draw our attention to the following interesting paper:
Hu, Zhu; Hur, Junghoon; Lee, Kunwoo
ABBREVIATED JOURNAL TITLE- J Mater Process Technol
VOLUME 130-131
2002/Dec 20 2002
PP p 378-383
13 REFERENCE
DOCUMENT TYPE- JA Journal Article
ISSN- 0924-0136
CODEN- JMPTEF
AUTHOR AFFILIATION- School of Mech. and Aerosp. Eng. Seoul National
University, Kwanakgu, Seoul 151-742, South Korea
JOURNAL NAME- Journal of Materials Processing Technology
LANGUAGE- English NDN- 267-0409-8560-3
To overcome the limitations of the layered manufacturing process, hybrid
rapid-prototyping systems that allow material removal and deposition are
being introduced. This approach should benefit from the advantages of
conventional layered manufacturing and traditional CNC machining
processes. To realize these advantages, however, an intelligent process
plan must be generated. In the hybrid rapid-prototyping process, a part
is decomposed into thick-layered 3D shapes, such that each layer can be
machined and stacked easily. When each layer is generated from the
part's shape, the build orientation is an important factor to be
considered, because it greatly influences the lead-time, the machining
accuracy, and the number of tool-accessible features in each setup. In
this paper, an algorithm to determine the build orientation is
described. It considers the deposition process attributes and the
machining process attributes simultaneously. $CPY 2002 Elsevier Science
B.V. All rights reserved. 13 Refs.
DESCRIPTOR- Algorithms; Deposition; Layered manufacturing; Machine
tools; Machining
IDENTIFIER- Build orientation
TREATMENT CODE- TC-T (Theoretical)
SECTIONAL CLASSIFICATION CODE- CAL723.5; CAL913.4; CAL802.3; CAL604.2;
CAL603.1; CAL921
SECTION HEADING- Rapid prototyping
We had thought of a half-way-house in powder-printing machines where a powder-filled cavity in the part is vacuumed out half way through a build and filled with another material, such as Wood's metal, or silicone rubber.
"Just found another 3d CAD project: gCAD3D
the homepage sucks (http://www.cadcam.co.at/freiter/gCAD3D_en.htm),
however if you go to the root directory there are some screenshots:
http://www.cadcam.co.at/freiter/gCAD3D1.jpg
through
http://www.cadcam.co.at/freiter/gCAD3D7.jpg
i'm at work now so i cant really try it out. apparently it has DXF
support, and can also run on windows!!"
He has also tracked down sources of bulk thermoplastics for use in the machine:
http://www.delviesplastics.com/welding.htm
.125" diameter abs (1lb = 160ft.) @ $7.50/lb
gives us $0.31 / cubic inch
http://store.yahoo.com/ecomplastics/750diamblaca1.html
.75" diameter abs @ 3.04 / ft.
gives us $0.57 / cubic inch.
(I can see that the people on this project are going to need to do a lot of multiplying and dividing by 25.4...)
And Vik reports that AoI has STL input/output now. Check out:
http://sourceforge.net/forum/forum.php?thread_id=1273132&forum_id=47782
John Davis e-mails to draw our attention to the following interesting paper:
Hu, Zhu; Hur, Junghoon; Lee, Kunwoo
ABBREVIATED JOURNAL TITLE- J Mater Process Technol
VOLUME 130-131
2002/Dec 20 2002
PP p 378-383
13 REFERENCE
DOCUMENT TYPE- JA Journal Article
ISSN- 0924-0136
CODEN- JMPTEF
AUTHOR AFFILIATION- School of Mech. and Aerosp. Eng. Seoul National
University, Kwanakgu, Seoul 151-742, South Korea
JOURNAL NAME- Journal of Materials Processing Technology
LANGUAGE- English NDN- 267-0409-8560-3
To overcome the limitations of the layered manufacturing process, hybrid
rapid-prototyping systems that allow material removal and deposition are
being introduced. This approach should benefit from the advantages of
conventional layered manufacturing and traditional CNC machining
processes. To realize these advantages, however, an intelligent process
plan must be generated. In the hybrid rapid-prototyping process, a part
is decomposed into thick-layered 3D shapes, such that each layer can be
machined and stacked easily. When each layer is generated from the
part's shape, the build orientation is an important factor to be
considered, because it greatly influences the lead-time, the machining
accuracy, and the number of tool-accessible features in each setup. In
this paper, an algorithm to determine the build orientation is
described. It considers the deposition process attributes and the
machining process attributes simultaneously. $CPY 2002 Elsevier Science
B.V. All rights reserved. 13 Refs.
DESCRIPTOR- Algorithms; Deposition; Layered manufacturing; Machine
tools; Machining
IDENTIFIER- Build orientation
TREATMENT CODE- TC-T (Theoretical)
SECTIONAL CLASSIFICATION CODE- CAL723.5; CAL913.4; CAL802.3; CAL604.2;
CAL603.1; CAL921
SECTION HEADING- Rapid prototyping
We had thought of a half-way-house in powder-printing machines where a powder-filled cavity in the part is vacuumed out half way through a build and filled with another material, such as Wood's metal, or silicone rubber.
Comments:
<< Home
This company Small Parts Inc. sells a wide variety of materials in various shapes. You should be able to find ABS rod in the appropriate diameter, as well as Delrin, acrylic, polytheretherketone and nylon.
Post a Comment

{kind=link}
{kind=link}
<< Home
![]()